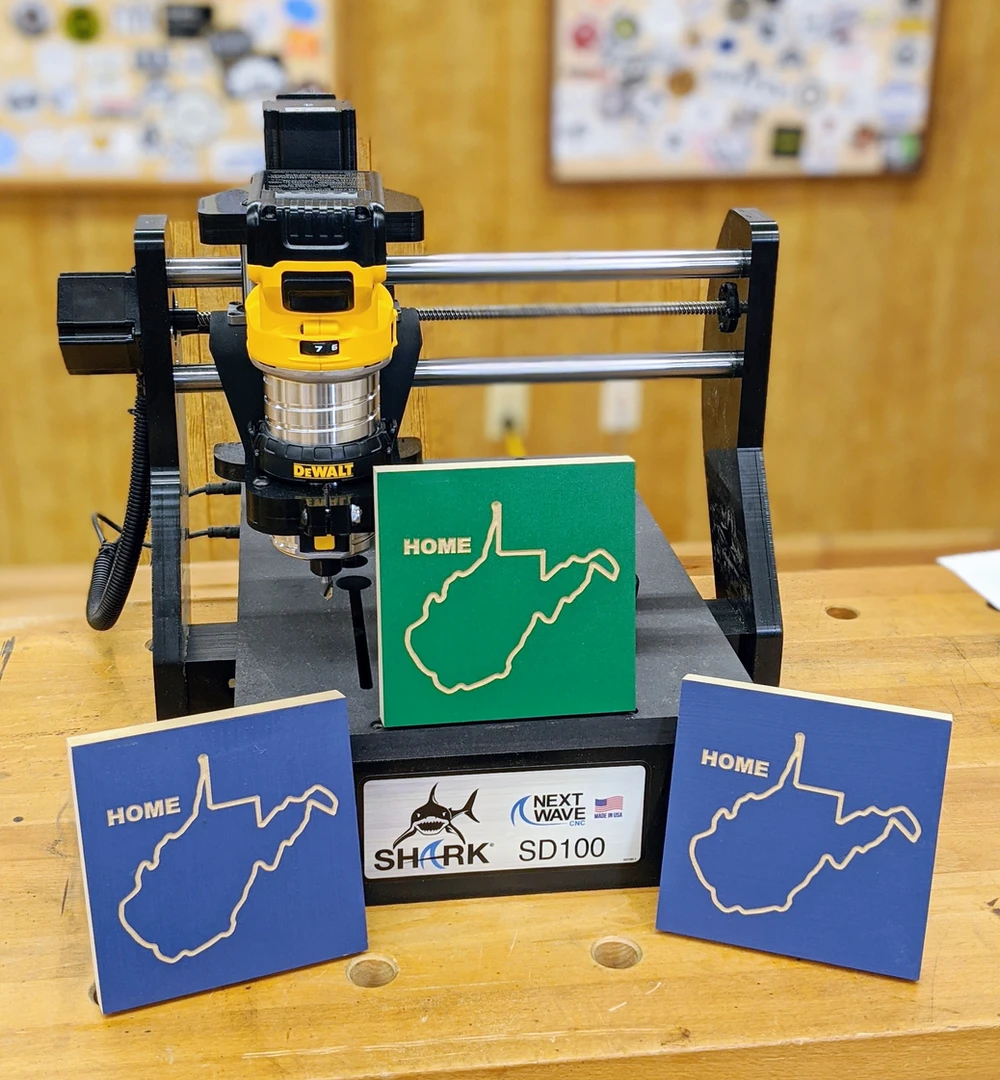
Get a $500 SHARK SWAP VOUCHER to purchase a new CNC SHARK HD510 and HD520
Next Wave CNC SHARK SD100 original owner can email: sharkswap@nextwavecnc.com and get a $500 SHARK SWAP VOUCHER (including a tracking code and complete instructions) to purchase a new CNC SHARK HD510 and HD520 at any of our authorized distributor outlets.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}